آموزش کامل تیز کردن مته: راهنمای جامع روشهای مختلف تیز کردن مته دریل

آموزش کامل تیز کردن مته: راهنمای جامع روشهای مختلف تیز کردن مته دریل
1. چرا تیز کردن مته یک مهارت حیاتی است؟
در دنیای صنعت، ساخت و ساز و حتی کارهای خانگی، متهها ابزارهایی هستند که نقش محوری ایفا میکنند. یک مته تیز نه تنها کارایی عملیات سوراخکاری را به شدت افزایش میدهد، بلکه ایمنی کار و کیفیت نهایی کار را نیز تضمین میکند. اما متأسفانه، یکی از بزرگترین چالشهایی که کاربران ابزار با آن روبرو هستند، کند شدن تدریجی متههاست.
آموزش تیز کردن مته، مهارتی است که به شما کمک میکند تا عمر مفید ابزارهای خود را به حداکثر برسانید. نادیده گرفتن این مسئله میتواند پیامدهای جدی داشته باشد. در این مقاله جامع، ما به صورت گامبهگام و تخصصی به بررسی تمامی جنبههای تیز کردن مته دریل، از اصول فنی تا روشهای عملی و نکات ایمنی خواهیم پرداخت.
اهمیت حیاتی تیز بودن مته
متهای که تیزی خود را از دست داده است، کارایی لازم برای نفوذ در متریالهای سخت را ندارد. این امر منجر به اتلاف وقت، افزایش مصرف انرژی (چه از نظر نیروی دست و چه مصرف برق ابزار)، و ایجاد سوراخهایی با کیفیت پایین میشود.
- افزایش سرعت کار: مته تیز با کمترین فشار، نفوذ سریعتری دارد.
- بهبود کیفیت سوراخ: لبههای تیز باعث ایجاد برادهبرداری تمیز و جلوگیری از لبپر شدن و کج شدن سوراخ میشوند.
- کاهش سایش ابزار: فشار کمتر روی مته و دریل، استهلاک کلی دستگاه را کاهش میدهد.
خطرات مته کند: فراتر از یک مزاحمت ساده
کار کردن با مته کند صرفاً اتلاف وقت نیست؛ بلکه میتواند خطرناک نیز باشد:
- افزایش حرارت: مته کند به جای برش، بیشتر مواد را میساید. این سایش اصطکاکی حرارت بسیار زیادی تولید میکند که میتواند باعث از بین رفتن سختی فولاد مته (آنیل شدن نوک) و در نهایت شکستن آن شود.
- لغزش و انحراف: برای جبران کندی، کاربر فشار بیشتری وارد میکند که این امر باعث لغزش مته روی سطح کار و آسیبدیدگی قطعه کار یا اپراتور میشود.
- خطر شکستگی: تحت فشار زیاد، فشار شعاعی افزایش یافته و احتمال شکستن ناگهانی مته، به ویژه در متههای کوچک، بالا میرود.
صرفهجویی اقتصادی در بلندمدت
خرید مداوم متههای جدید، هزینههای عملیاتی شما را بالا میبرد. تیز کردن مته، به ویژه برای متههای گرانقیمت مانند کبالت یا تنگستن کاربید، یک سرمایهگذاری هوشمندانه است. یادگیری آموزش تیز کردن مته یک مزیت اقتصادی مستقیم برای هر کارگاه یا فرد فنی محسوب میشود.
2. مته چیست و چرا کند میشود؟ مروری بر دلایل فنی
برای درک بهتر فرآیند تیزکاری، لازم است ساختار مته و مکانیزمهای فرسایش آن را بشناسیم. متههای استاندارد (معمولاً مارپیچ یا هلیکال) برای برش مواد سخت طراحی شدهاند، اما در نهایت در برابر نیروهای مکانیکی و حرارتی تسلیم میشوند.
ساختار اصلی مته (HSS و کاربید)
مته از اجزای کلیدی تشکیل شده است که هر کدام نقشی در فرآیند برش دارند:
- لبه برشی (Cutting Edge): قسمتی که مستقیماً با ماده در تماس است و وظیفه برش و جدا کردن براده را دارد. این قسمت بیشترین سایش را متحمل میشود.
- زاویه نوک (Point Angle): زاویهای که نوک مته را تشکیل میدهد و تعیینکننده میزان سختی نفوذ است.
- لبه برنده جانبی (Margin): بخشی که دیواره سوراخ را صاف نگه میدارد و اصطکاک آن باید حداقل باشد.
- شیار مارپیچ (Flute): وظیفه انتقال براده به بیرون از سوراخ را بر عهده دارد.
دلایل فنی فرسایش و کند شدن مته
کند شدن مته نتیجه ترکیبی از عوامل مکانیکی، حرارتی و شیمیایی است:
2.1. سایش مکانیکی (سایش سهگانه)
اصلیترین دلیل کند شدن، سایش لبه برشی در اثر تماس مداوم با متریال است. این سایش به سه شکل رخ میدهد:
- سایش سایشی (Abrasion): در اثر برخورد لبه برشی با ذرات سخت موجود در متریال (مانند سیلیکات در بتن یا سنگدانه در چوبهای خاص) رخ میدهد. این امر باعث صاف شدن تدریجی نوک مته میشود.
- سایش ناشی از فشار (Adhesion/Attrition): در دماهای بالا، نوک مته با سطح قطعه کار پیوند شیمیایی/مکانیکی ضعیفی برقرار میکند که با چرخش کنده میشود و باعث تخریب نوک میگردد.
- سایش حرارتی (Thermal Fatigue): اگر نتوانیم حرارت تولید شده حین برش را کنترل کنیم، سختی فولاد (به ویژه در متههای HSS) کاهش یافته و مته به سرعت شکل خود را از دست میدهد.
2.2. حرارت بیش از حد
حرارت بزرگترین دشمن مته است. هنگامی که سرعت دوران (RPM) بالا یا فشار زیاد باشد، انرژی جنبشی به انرژی حرارتی تبدیل میشود.
- آنالینگ (Annealing): فولادهای تندبر (HSS) در دمای حدود 500 تا 600 درجه سانتیگراد نرم میشوند. اگر نوک مته به این دما برسد، حتی پس از سرد شدن، سختی خود را از دست داده و دیگر قابلیت برش نخواهد داشت. این حالت اغلب با تغییر رنگ نوک مته به آبی یا خاکستری مشخص میشود.
2.3. بارگذاری بیش از حد و فشار نامناسب
فشار بیش از حد (فشار محوری زیاد) باعث افزایش نیروی تماس بین لبه برشی و ماده میشود. این امر مستقیماً منجر به افزایش سایش و تولید حرارت شدید میگردد. همچنین، اگر فشار وارد شده کم باشد، مته به جای برش، شروع به سایش (Scraping) میکند که در بلندمدت فرسایش را تسریع مینماید.
2.4. متریال نامناسب برای برش
سوراخ کردن موادی که سختی بالاتری از سختی مته دارند (مثلاً سوراخ کردن فولاد سختشده با مته HSS معمولی)، به سرعت منجر به کند شدن مته میشود. برای این مواد، متههای آلیاژی مانند کبالت یا متههای الماسه ضروری هستند.

3. علائم کند شدن مته: تشخیص زودهنگام برای تیزکاری به موقع
تشخیص زودهنگام کندی مته، کلید موفقیت در آموزش تیز کردن مته و نگهداری از ابزار است. نادیده گرفتن این علائم، فرصت تیزکاری آسان را از بین برده و شما را مجبور به تعویض مته میکند.
علائم فیزیکی و عملی کند شدن مته
- افزایش زمان سوراخکاری: بارزترین نشانه این است که سوراخ کردن یک قطعه کار که قبلاً سریع انجام میشد، اکنون زمان بیشتری میبرد.
- نیاز به فشار بیشتر: برای شروع کار، مجبور هستید نیروی بسیار بیشتری به دریل وارد کنید تا مته شروع به برش کند. این امر نشان دهنده از بین رفتن زاویه برشی تیز است.
- گرم شدن بیش از حد مته (بدون خنککاری): اگر مته به سرعت و بدون دلیل واضح داغ شود (حتی با وجود استفاده از روانکننده)، نشانهای از سایش شدید و اصطکاک بالا است.
- تولید گرد و غبار به جای براده: مته تیز باید برادههای شکلدار (چیپس) تولید کند. اگر به جای آن، پودر یا گرد و غبار بسیار ریز تولید میشود، مته در حال ساییدن است نه برش.
- بوی سوختگی یا دود: در سوراخکاریهای طولانی، بوی دود یا سوختگی چوب/پلاستیک نشاندهنده تولید حرارت بیش از حد به دلیل کند بودن لبههای برشی است.
- کیفیت پایین سوراخ: لبههای سوراخ ناهموار، لبپر شده، یا وجود خطوط خراش در داخل دیواره سوراخ، نشان میدهد که مته به درستی ماده را حذف نمیکند.
- صدای غیرعادی: مته تیز معمولاً صدای نسبتاً ثابتی دارد. صدای جیغمانند، سایش شدید یا تقتق نشاندهنده این است که لبههای برشی دیگر زاویه صحیح برای درگیری با ماده را ندارند.
- تغییر رنگ نوک مته: اگر نوک مته به رنگ آبی تیره یا خاکستری تغییر کرده باشد، نشاندهنده آنیل شدن و از دست دادن سختی به دلیل حرارت بالا است و تیزکاری ممکن است موقتاً آن را احیا کند، اما آسیب ساختاری وارد شده است.
4. اصول فنی تیز کردن مته: هندسه برش مته
آموزش تیز کردن مته تنها محدود به ساییدن نیست؛ بلکه نیازمند درک دقیق زوایای هندسی است که مته برای کارایی بهینه نیاز دارد. زاویهها باید متناسب با متریال هدف انتخاب شوند.
4.1. زاویه نوک (Point Angle): قلب عملیات برش
زاویه نوک، زاویهای است که دو لبه برشی اصلی مته در مرکز آن تشکیل میدهند. این زاویه تعیینکننده میزان سختی نفوذ و توانایی مته برای برش در متریالهای مختلف است.
زاویه استاندارد 118 درجه (زاویه عمومی)
- کاربرد: این زاویه استاندارد طلایی برای اکثر کاربردهای عمومی، به ویژه سوراخکاری در فلزاتی با سختی متوسط (آلومینیوم، برنج، فولاد نرم) و همچنین پلاستیکها است.
- ویژگی: تعادل خوبی بین نفوذپذیری و استحکام لبه برشی برقرار میکند.
زاویه تهاجمی 135 درجه (زاویه برای فلزات سخت)
- کاربرد: این زاویه برای سوراخکاری در مواد سختتر مانند فولادهای آلیاژی، استیل ضد زنگ (Stainless Steel) و چدن استفاده میشود.
- ویژگی: زاویه بازتر (135 درجه) باعث میشود لبه برشی کوتاهتر و قویتری ایجاد شود که در برابر سایش در مواد سخت مقاومت بیشتری دارد. اگرچه نفوذ اولیه کمی سختتر از 118 درجه است، اما دوام بیشتری در برابر فشار دارد.
نکته فنی: هنگام تیزکاری، هدف ما بازسازی دقیق همین زاویه اصلی است. از دست دادن این زاویه باعث میشود مته به جای برش، مواد را له کند.
4.2. لبه برشی (Cutting Edge) و لبه فرعی (Marginal Edge)
تیز کردن مؤثر به معنی ساخت مجدد لبههای برشی است.
- لبه برشی اصلی: این لبه تیزترین قسمت است و باید دقیقاً با زاویه نوک مورد نظر تشکیل شود.
- لبه فرعی (پشتیبان): این لبه، که اندکی عقبتر از لبه برشی اصلی قرار دارد، وظیفه هدایت و صاف کردن دیواره سوراخ را بر عهده دارد. در آموزش تیز کردن مته، باید دقت شود که این لبه به اندازهای عقب کشیده شود که اصطکاک به حداقل برسد، اما نباید آنقدر زیاد عقب کشیده شود که مقاومت کلی مته کاهش یابد.
4.3. جان مته (Web Thickness) و شیارها
جان مته (قسمت مرکزی ضخیم که دو شیار را به هم متصل میکند) نباید بیش از حد نازک شود.
- اهمیت: ضخامت جان مته مستقیماً بر استحکام مته در برابر نیروی پیچشی تأثیر میگذارد. اگر در فرآیند تیز کردن مته، بیش از حد از جان مته تراشیده شود، مته به راحتی در هنگام سوراخکاری شکسته میشود.
- باز کردن شیار مرکزی (Marginal Relief): در متههای فلز، پس از تیزکاری لبهها، باید اندکی از مواد زیر لبه برشی (در عمق شیار) برداشته شود تا سایش جانبی کاهش یابد و تخلیه براده بهتر صورت گیرد. این کار معمولاً توسط دستگاههای دقیق یا به صورت محدود با سنگ انجام میشود.
5. بررسی انواع مته از نظر تیزکاری: تفاوتهای اساسی
همه متهها یکسان نیستند و متریال ساخت آنها مستقیماً بر روش تیز کردن مته تأثیر میگذارد. استفاده از روش نادرست میتواند به سرعت مته را خراب کند.
5.1. متههای فلز (HSS و HSS-Co)
این متهها دارای ساختار فولادی هستند و رایجترین نوع برای کارهای فلزی به شمار میروند.
- متههای HSS (فولاد تندبر): رایجترین و اقتصادیترین نوع. میتوان آنها را با استفاده از سنگ سمباده یا دستگاههای مته تیزکن استاندارد تیز کرد. محدودیت دمایی آنها پایینتر است.
- متههای HSS-Co (کبالتدار): حاوی 5 تا 8 درصد کبالت هستند. این آلیاژ مقاومت حرارتی بسیار بالاتری دارد. تیزکاری آنها نیازمند ابزار قویتر و خنککاری شدیدتر است، زیرا سختی آنها باعث میشود سایش کمتری داشته باشند، اما تیز کردن آنها دشوارتر است و حرارت بیشتری در لبه ایجاد میکند.
5.2. متههای چوب (Brad Point و Spade)
متههای چوب به دلیل نرمی متریال، کمتر دچار سایش لبه برشی میشوند، اما لبههای راهنما (Spurs) آنها باید تیز باقی بمانند.
- تیزکاری: معمولاً با سوهان یا سنگ سمباده بسیار ظریف و با زاویه تیزتر (اغلب 60 تا 70 درجه برای نوک مرکزی) انجام میشود. تمرکز اصلی روی تیز نگه داشتن نوک مرکزی است تا سوراخ دقیقاً در جای مورد نظر شروع شود.
5.3. متههای بتن و مصالح (Masonry Bits)
این متهها به دلیل وجود نوک کاربیدی (Tungsten Carbide Tip) طراحی متفاوتی دارند. نوک آنها از جنس فولاد نبوده و کند نمیشود، بلکه کند و کندهدار میشود.
- تیزکاری: تیز کردن مته بتن نیازمند سنگهای ساب مخصوص کاربید یا ابزارهای الماسه است. تیز کردن این متهها در منزل بسیار دشوار است و معمولاً توصیه میشود که تعویض شوند مگر اینکه کارگاههای تخصصی این کار را انجام دهند.
5.4. متههای الماسه (Diamond Bits)
این متهها برای برش مواد بسیار سخت مانند کاشیهای سرامیکی، شیشه و سنگهای سخت به کار میروند.
- تیزکاری: این متهها به دلیل پوشش الماسه، لبه برشی ندارند، بلکه ساختار آنها با استفاده از پودر الماس تثبیت شده است. تیز کردن آنها با روشهای سنتی ممکن نیست و معمولاً نیاز به ابزارهای تخصصی یا تعویض کامل دارند.
6. روشهای مختلف تیز کردن مته: از ابزارهای دستی تا دستگاههای اتوماتیک
فرآیند آموزش تیز کردن مته شامل مجموعهای از تکنیکهاست که هر کدام بسته به دقت مورد نیاز، نوع مته و ابزار موجود، انتخاب میشوند.
6.1. تیز کردن مته با سنگ سمباده رومیزی (Bench Grinder)
این روش سنتیترین و رایجترین روش برای تیز کردن مته است، اما نیاز به مهارت بالایی دارد تا زوایای صحیح حفظ شوند.
تجهیزات مورد نیاز:
- دستگاه سنگ سمباده رومیزی (با دو چرخ، یک زبر و یک نرم).
- عینک ایمنی و محافظ صورت (ضروری).
- گیره نگهدارنده (در صورت امکان).
آموزش بسیار جزئی و مرحلهبهمرحله:
مرحله 1: آمادهسازی و تنظیم ایمنی
- ایمنی: عینک ایمنی را بپوشید. مطمئن شوید که سنگ سمباده محکم نصب شده و از تمیزی و سلامت چرخها اطمینان حاصل کنید.
- انتخاب چرخ: برای برداشتن سریعتر مواد، از چرخ زبرتر استفاده کنید، اما برای پرداخت نهایی باید به چرخ نرمتر بروید.
- خنککاری اولیه: یک ظرف آب نزدیک خود قرار دهید تا مته را به صورت متناوب خنک کنید.
مرحله 2: تثبیت زاویه (روش آزاد – برای حرفهایها)
روش ایدهآل این است که مته را با دست نگه دارید و با استفاده از یک تکیهگاه ثابت (یا با فشار دادن مته به سطح سنگ) زاویه 118 یا 135 درجه را بازسازی کنید.
- تعیین زاویه شروع: مته را طوری روی سنگ قرار دهید که زاویه نوک آن تقریباً با زاویه سنگ تطابق داشته باشد.
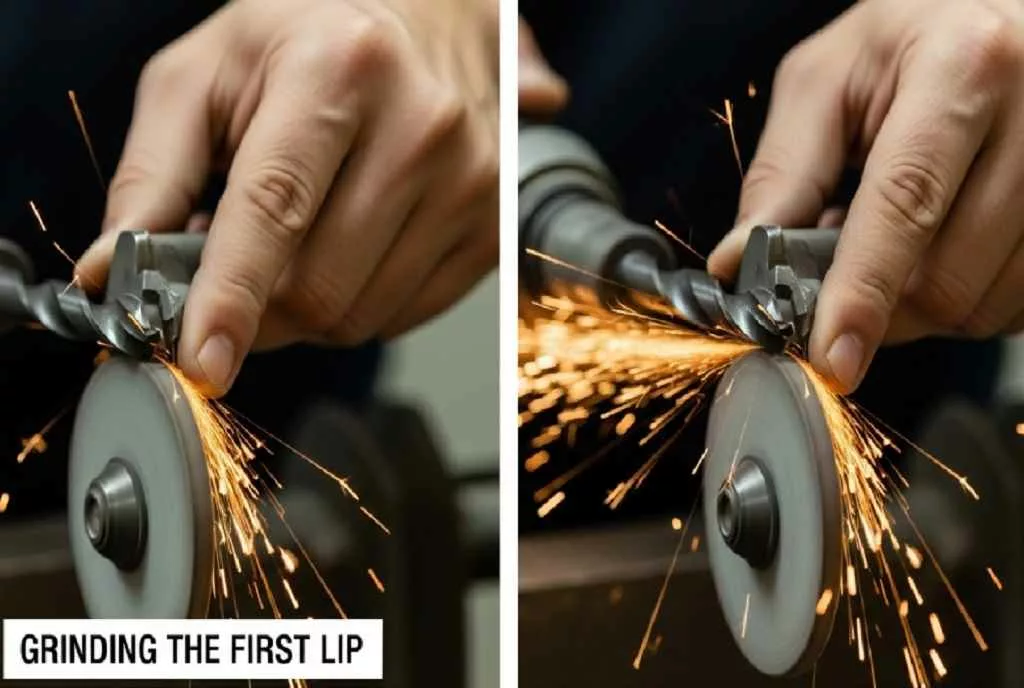
- برش لبه اول: مته را با زاویهای کم (حدود 10 تا 15 درجه نسبت به صفحه سنگ) روی چرخ قرار داده و شروع به حرکت دادن آن کنید. حرکت باید از مرکز مته به سمت بیرون باشد. هدف این است که لبه برشی قدیمی از بین رفته و یک لبه جدید تیز (لبه برشی ثانویه) ایجاد شود.
- نکته حیاتی: در حین سایش، مته را به طور مداوم بچرخانید تا مطمئن شوید هر دو لبه برشی به طور مساوی تیز میشوند. این کار باید به آرامی و با فشار کم انجام شود.
- کنترل حرارت: هر چند ثانیه، مته را فوراً در آب سرد فرو ببرید تا از داغ شدن آن جلوگیری شود.
مرحله 3: تنظیم پشتیبانی (Relief Angle)
پس از شکلدهی لبه برشی، باید زاویه پشتیبان را ایجاد کرد.
- تغییر زاویه: مته را اندکی بالاتر از سطح سنگ نگه دارید (زاویهای حدود 5 درجه نسبت به حالت قبل).
- سایش خفیف: مقدار بسیار کمی از مواد را از پشت لبه برشی بردارید تا لبه برشی به خوبی در ماده درگیر شود و اصطکاک کاهش یابد.
مرحله 4: پرداخت نهایی
- استفاده از چرخ نرم: به چرخ سمباده نرمتر بروید و مراحل بالا را با فشار بسیار کمتر تکرار کنید تا نوک مته کاملاً صیقلی شود.
- بررسی تقارن: مطمئن شوید که هر دو لبه برشی دقیقاً هماندازه و متقارن هستند.
6.2. تیز کردن مته با مته تیزکن سردریلی (Drill Bit Sharpening Jig/Fixture)
این ابزارها (جیگها) به گونهای طراحی شدهاند که زاویه صحیح مته را به صورت خودکار حفظ کنند و فرآیند تیز کردن مته دریل را برای کاربران کمتجربه بسیار آسان کنند.
- نحوه عملکرد: مته درون یک نگهدارنده قرار میگیرد که زاویه لبه برشی را به درستی تنظیم میکند. سپس این نگهدارنده به صورت مکانیکی روی یک سنگ سمباده (اغلب الماسه یا کاربید) کشیده میشود.
- مزیت: تضمین میکند که زاویه 118 یا 135 درجه به درستی و به طور متقارن بازسازی میشود. این روش برای متههای کوچک و متوسط بسیار کارآمد است.
6.3. تیز کردن مته با مته تیزکن برقی (Electric Drill Sharpeners)
این دستگاهها معمولاً شامل یک موتور الکتریکی و یک سنگ ساینده با زاویه ثابت هستند که در یک محفظه پلاستیکی قرار گرفتهاند.
- مزیت: سرعت و سهولت استفاده بالا. برای کارهای غیرحرفهای و متههای عمومی (HSS) بسیار مناسب است.
- محدودیت: دقت این دستگاهها اغلب پایینتر از سنگ رومیزی است، به ویژه در حفظ تقارن کامل. همچنین، به دلیل سرعت بالای چرخش ابزار تیزکننده، تولید حرارت بیشتر است و خنککاری حیاتی میشود.
6.4. تیز کردن مته با سوهان و فایل دستی (برای متههای بزرگ)
برای متههای بسیار بزرگ یا زمانی که دسترسی به دستگاههای برقی وجود ندارد، استفاده از سوهانهای دستی دقیق (مانند سوهانهای مثلثی یا تخت مخصوص ابزار) امکانپذیر است.
- روش کار: مته باید محکم در یک گیره ثابت شود. سوهان بر روی لبه برشی قرار گرفته و با حرکت دادن سوهان در راستای زاویه مطلوب، مواد برداشته میشود.
- چالش: حفظ زاویه ثابت و تقارن بین دو لبه، بسیار دشوار است و فقط توسط افراد بسیار ماهر توصیه میشود. این روش معمولاً برای لبههای پشتیبان و نه لبههای اصلی برشی استفاده میشود.
6.5. روشهای خانگی و اضطراری (با احتیاط)
در شرایط اضطراری، برخی افراد از روشهای غیرمعمول استفاده میکنند که به هیچ وجه برای ابزارهای گرانقیمت توصیه نمیشود.
- استفاده از سنگ تیزکن چاقو: در صورت استفاده از سنگهای کاربیدی با کیفیت، میتوان نوک مته را با فشار بسیار کم و با دقت زیاد تیز کرد. این کار فقط برای متههای کوچک و نرم انجام شود.
- استفاده از کاغذ سنباده (Sandpaper): در صورت استفاده از یک سطح صاف و سخت (مثلاً یک بلوک ساب سخت) و چسباندن کاغذ سنباده زبر روی آن، میتوان مته را روی آن کشید تا لبهها کمی تیز شوند. این روش بیشتر برای تمیز کردن یا رفع ساییدگیهای بسیار جزئی کاربرد دارد.

7. آموزش گامبهگام تیز کردن مته (تمرکز بر روش سنگ رومیزی)
این بخش به صورت متمرکز بر روش استاندارد تیز کردن مته با استفاده از سنگ رومیزی، مراحل لازم را تشریح میکند تا اطمینان حاصل شود که مته عملکردی بهتر از روز اول خواهد داشت.
7.1. فاز آمادهسازی
- تمیزکاری: مته را کاملاً از هرگونه روغن، گریس یا براده پاک کنید. این کار امکان دید بهتر روی سطح فلز و جلوگیری از آلودگی سنگ سمباده را فراهم میکند.
- تنظیم ابزار: سنگ سمباده را با آب خیس کنید (اگر سنگ مرطوب است) یا مطمئن شوید که مکانیسم خنککاری آماده است. سرعت چرخش سنگ را در حد متوسط تنظیم کنید.
7.2. بازسازی لبه برشی اصلی (Primary Cutting Edge)
هدف اصلی تیزکاری، بازسازی لبه برشی با زاویه صحیح (مثلاً 118 درجه) است.
- گرفتن مته: مته را محکم بین انگشتان شست و اشاره بگیرید (از نگه داشتن در نزدیکی لبه تیز جداً خودداری کنید).
- تنظیم زاویه نفوذ: مته را با یک زاویه کم (حدود 10 تا 15 درجه) نسبت به سطح سنگ نگه دارید. تصور کنید که میخواهید لبه برشی را بسازید.
- سایش لبه اول: مته را در تماس با سنگ قرار دهید و آن را به آرامی بچرخانید. هدف این است که تمام سطح لبه قدیمی که کند شده است، ساییده شده و یک لبه جدید و براق ایجاد شود.
- کنترل حرارت: هر 2 تا 3 ثانیه سایش، مته را از سنگ جدا کرده و در آب سرد خنک کنید. هرگز اجازه ندهید مته داغ شود.
- تکرار برای لبه دوم: پس از تیز شدن کامل لبه اول، مته را طوری بچرخانید که لبه دوم در تماس با سنگ قرار گیرد. این لبه باید دقیقاً هماندازه و همزاویه با لبه اول باشد.
7.3. تنظیم زاویه پشتیبان (Relief/Clearance Angle)
اگر زاویه پشتیبان به درستی تنظیم نشود، لبه برشی به جای برش، با دیواره سوراخ اصطکاک شدیدی ایجاد کرده و داغ میشود.
- تغییر زاویه: مته را کمی بالاتر از سنگ قرار دهید (زاویهای که مته را به سمت بالا متمایل میکند). این زاویه باید حدود 5 تا 8 درجه باشد.
- برداشتن مواد پشتی: مته را در این حالت روی سنگ قرار داده و فشار بسیار کمی وارد کنید. این کار باعث میشود که تنها بخش کمی از ماده پشت لبه برشی برداشته شود و لبه به راحتی در ماده فرو رود.
- بررسی تقارن: این مرحله را برای هر دو لبه انجام دهید تا مطمئن شوید هیچ یک از لبهها بیش از حد باریک نشدهاند.
7.4. فاز پرداخت و آزمایش
- پالیش نهایی: مته تیز شده را روی چرخ نرمتر (یا چرخ با درجه ریزتر) با فشار بسیار کم بچرخانید تا سطح لبه برشی صیقلی شود. این کار اصطکاک را در هنگام کار کاهش میدهد.
- تمیزکاری نهایی: مته را با آب و صابون یا حلال مناسب شستشو دهید تا هرگونه بقایای فلزی حذف شود.
8. خنککاری مته و جلوگیری از سوختن نوک
همانطور که اشاره شد، حرارت دشمن اصلی سختی فولاد مته است. مدیریت حرارت نه تنها عمر مته را افزایش میدهد، بلکه کارایی فرآیند تیز کردن مته را نیز تضمین میکند.
8.1. اهمیت خنککاری در هنگام تیزکاری
هنگام سایش، سرعت نسبی بین لبه مته و سنگ سمباده بسیار بالاست و گرمای زیادی تولید میشود.
- روش غوطهوری (Dunking): سادهترین روش، نگهداشتن یک ظرف آب خنک در کنار دستگاه است. هر 2 تا 5 ثانیه سایش، مته را به مدت چند ثانیه در آب فرو ببرید تا دمای آن به دمای محیط بازگردد.
- استفاده از مایع برش (Cutting Fluid): در صورت استفاده از سنگهای مخصوص و دستگاههای دقیق، استفاده از روغنهای برش مخصوص فلزات میتواند همزمان با خنککاری، روانکاری لازم برای سایش مؤثرتر را فراهم کند.
8.2. خنککاری در هنگام استفاده (سوراخکاری)
این اصل برای دوام مته پس از تیزکاری بسیار مهم است.
- کاهش دور (RPM): هرگز مته تیز شده را با سرعت بالا در مواد سخت سوراخ نکنید. برای فلزات سخت، سرعت باید کم باشد.
- استفاده از روغنهای برش: هنگام سوراخکاری فلزات، استفاده از روغنهای برش (مانند روغنهای امولسیونی یا سنتتیک) روی نوک مته و محل سوراخکاری، حرارت را جذب کرده و اصطکاک را به شدت کاهش میدهد.
- سوراخکاری متناوب (Pecking): به جای سوراخکاری پیوسته، مته را در طول فرآیند به صورت متناوب بیرون بیاورید و دوباره وارد کنید (Pecking). این کار اجازه میدهد هوای تازه وارد سوراخ شده و مته خنک شود و برادهها به راحتی خارج گردند. این روش برای سوراخهای عمیق ضروری است.
9. تست صحیح تیز بودن مته
پس از اتمام فرآیند آموزش تیز کردن مته، لازم است از عملکرد صحیح لبههای برشی مطمئن شوید. تستها باید شامل بررسی بصری، لمسی (با احتیاط) و عملی باشند.
9.1. تست بصری و تقارن
- بررسی نوک: مته را زیر نور قوی نگه دارید. نوک باید یک رأس تیز و متقارن داشته باشد. دو لبه برشی باید دقیقاً در یک صفحه همتراز بوده و هماندازه به نظر برسند.
- بررسی بازتاب نور: اگر نوک به درستی تیز شده باشد، نور باید به طور یکنواخت روی هر دو لبه بازتاب یابد. هرگونه ناحیه صاف (بدون تیزی) نشاندهنده سایش یا تیزکاری ناقص است.
9.2. تست با کاغذ و ناخن (با احتیاط فراوان)
- تست کاغذ: یک تکه کاغذ معمولی را با فشار کم بین لبه برشی مته و سطح نگه دارید. مته تیز باید به راحتی کاغذ را برش دهد و برش آن شبیه به بریدن با قیچی باشد، نه پاره کردن.
- تست لمسی (فقط برای متههای بزرگ و با دستکش): با استفاده از یک دستکش کار ضخیم، به آرامی نوک مته را لمس کنید. باید تیزی مشخصی احساس شود. هرگز این تست را روی متههای تازه تیز شده بدون تجهیزات محافظ انجام ندهید، زیرا ریسک بریدگی بسیار بالاست.
9.3. تست عملی در مواد آزمایشی
بهترین راه، استفاده از یک قطعه فلز یا چوب ارزان قیمت برای سوراخکاری آزمایشی است:
- بررسی براده: مته تیز باید برادههایی با شکل مناسب تولید کند (معمولاً به شکل نوار یا مارپیچهای کوچک). اگر فقط گرد و غبار تولید شد، لبه برشی هنوز کند است یا زاویه پشتیبان بیش از حد باز است.
- بررسی حرارت: پس از سوراخکاری، اگر مته داغ نشده باشد، نشان میدهد که فرآیند برش به خوبی و با کمترین اصطکاک انجام شده است.
10. تیز کردن مته شکسته یا لبپر: چه زمانی ممکن است و چه زمانی نه؟
یکی از چالشبرانگیزترین موارد در آموزش تیز کردن مته، برخورد با آسیبهای جدی مانند شکستگی کامل نوک یا لبپر شدن لبه برشی است.
10.1. تیز کردن مته لبپر شده (Chipped Edge)
اگر تنها یک یا دو دندانهای کوچک از لبه برشی شکسته شده باشد، این کار قابل اصلاح است:
- روش اصلاح: شما باید از طریق سنگزنی متمرکز، آن ناحیه آسیبدیده را از نو بازسازی کنید. این فرآیند نیازمند دقت بسیار بالایی در سنگ سمباده است تا زاویه اصلی حفظ شود.
- نکته: این اصلاح باعث میشود لبه برنده از مرکز مته اندکی به عقب برود (کوتاهتر شود)، اما اگر به درستی انجام شود، مته مجدداً قابل استفاده خواهد بود.
10.2. چه زمانی تیز کردن مته شکسته ممکن نیست؟ (محدودیتهای ساختاری)
اگر آسیب به حدی باشد که ساختار اصلی مته تغییر کند، تیزکاری عملاً بیفایده یا خطرناک است.
- شکستگی نوک مرکزی (Web Fracture): اگر قسمت مرکزی اتصال دو لبه (جان مته) شکسته شود، استحکام پیچشی مته به طور جبرانناپذیری کاهش مییابد. هرچند ممکن است بتوانید لبهها را تیز کنید، اما مته در اولین بار استفاده تحت بار خواهد شکست.
- کوتاه شدن بیش از حد لبه: در متههای با قطر کم، هر بار تیزکاری (حتی جزئی) منجر به کاهش طول عمر آنها میشود. اگر مته چندین بار تیز شده باشد و به دلیل سایش بیش از حد، لبه برشی به نزدیکی شیار مارپیچ برسد، مته باید تعویض شود.
- آسیب حرارتی گسترده: اگر مته به دلیل کارکرد در دمای بالا تغییر رنگ داده و نرم شده باشد (آنیل شده)، تیزکاری نوک جدید فقط یک لایه فولاد سخت شده قدیمی را برمیدارد و زیر آن یک فولاد نرم قرار دارد که به سرعت دوباره کند میشود.
10.3. تیز کردن متههای بتن شکسته
همانطور که ذکر شد، در متههای بتن، نوک کاربیدی قابل تیزکاری آسان نیست. اگر نوک کاربیدی شکسته شود، معمولاً به دلیل نیروی بسیار زیاد وارد شده است و ساختار مته زیرین نیز ممکن است آسیب دیده باشد. در این حالت، تعویض مته گزینه ایمنتر و اقتصادیتری است.
11. اشتباهات رایج در تیز کردن مته
بسیاری از افراد هنگام آموزش تیز کردن مته، به دلیل عدم آگاهی از اصول هندسی، اشتباهاتی مرتکب میشوند که مته را کاملاً از کار میاندازد یا عملکرد آن را ضعیفتر میکند.
اشتباهات رایج در تیزکاری مته و راهحل صحیح
| ردیف | اشتباه رایج | پیامد منفی | راهحل صحیح |
|---|---|---|---|
| 1 | بیتوجهی به تقارن | یک لبه بلندتر یا با زاویه متفاوت از دیگری میشود؛ مته میلنگد و سوراخ کج ایجاد میکند. | استفاده از روشهای مرجع یا دستگاههای جیگ برای اطمینان از تساوی لبهها |
| 2 | گرم کردن بیش از حد مته | از دست رفتن سختی فولاد (آنیل شدن نوک)، حتی پس از تیزکاری | خنککاری مکرر و متناوب با آب یا روغن برش |
| 3 | سایش بیش از حد جان مته | کاهش شدید استحکام مرکزی مته و افزایش خطر شکستن تحت گشتاور | سایش فقط روی لبه برشی و ایجاد زاویه پشتیبان کم (حداکثر ۵ درجه) |
| 4 | عدم بازسازی زاویه پشتیبان | اصطکاک زیاد بین دیواره سوراخ و مته، افزایش حرارت و کند شدن فرآیند | پس از تیز کردن لبه برشی، مقدار کمی از مواد پشت لبه برداشته شود |
| 5 | استفاده از سنگ بسیار زبر | ایجاد خراشهای عمیق روی لبه که محل شروع ترکهای بعدی میشوند | ابتدا سنگ زبر برای شکلدهی، سپس سنگ نرم برای پرداخت نهایی |
| 6 | فشار زیاد هنگام تیزکاری | افزایش شدید حرارت و سایش سریعتر سنگ سمباده | تیزکاری با حداقل فشار و تمرکز بر کنترل حرارت |
| 7 | تیز کردن با زاویه اشتباه | لبپریدگی سریع لبه (مثلاً استفاده از زاویه ۹۰° برای فولاد سخت) | انطباق زاویه نوک مته (۱۱۸° یا ۱۳۵°) با متریال هدف |
12. نکات ایمنی بسیار کامل در هنگام تیزکاری
فرآیند تیز کردن مته (به ویژه با سنگ سمباده) شامل ابزارهای گردان سریع، تراشههای فلزی تیز و گرد و غبار است. رعایت دقیق نکات ایمنی برای جلوگیری از آسیبهای جدی ضروری است.
12.1. حفاظت فردی (PPE)
- محافظت از چشم (عینک ایمنی): این مورد غیر قابل مذاکره است. ذرات فلزی داغ یا تراشههای کوچک با سرعت زیاد پرتاب میشوند. همیشه از عینکهای ایمنی استاندارد (با پوشش جانبی) یا محافظ صورت کامل استفاده کنید.
- حفاظت از دست: دستکشها باید از جنس مقاوم در برابر برش باشند (مانند چرم ضخیم)، اما باید توجه داشت که استفاده از دستکش هنگام کار با دستگاههای گردان (مانند سنگ رومیزی) خطر گیر کردن دستکش و کشیده شدن دست به داخل دستگاه را افزایش میدهد. در هنگام تیزکاری با سنگ رومیزی، نگه داشتن مته باید با دستهای بدون دستکش و با استفاده از تکنیک صحیح انجام شود.
- پوشش بدن: لباس کار مناسب بپوشید. از پوشیدن لباسهای آزاد، آویزان یا جواهرات خودداری کنید.
12.2. ایمنی محیط کار و دستگاه
- تهویه مناسب: هنگام تیز کردن متههای آلیاژی (مانند کبالت)، ذرات فلزی ریزی تولید میشوند که تنفس آنها میتواند مضر باشد. از تهویه مناسب یا ماسک تنفسی P95 استفاده کنید.
- تثبیت دستگاه: مطمئن شوید که سنگ سمباده یا هر ابزار تیزکاری دیگری کاملاً روی میز کار محکم شده باشد و در هنگام کار لرزش نداشته باشد.
- آشنایی با دستگاه: هرگز دستگاهی را که نحوه کار با آن را نمیدانید روشن نکنید. در صورت استفاده از دستگاههای اتوماتیک، دفترچه راهنمای آنها را به دقت مطالعه کنید.
12.3. کنترل زاویه بدن و مته
- نحوه نگهداری مته: مته را همیشه با حداقل سطح تماس با سنگ و با حرکت مداوم نگه دارید. هرگز مته را در یک نقطه ثابت نگه ندارید، زیرا باعث ایجاد فرورفتگی در سنگ شده و مته تیزکاری نشده را با زاویه نادرست برمیگرداند.
- کنترل برادهها: مطمئن شوید که جهت پرتاب برادهها از بدن شما دور باشد.
13. نگهداری صحیح از مته برای جلوگیری از کند شدن زودرس
آموزش تیز کردن مته تنها زمانی مفید است که بدانیم چگونه از کند شدن سریع مته جلوگیری کنیم. پیشگیری همیشه سادهتر و ارزانتر از درمان (تیزکاری) است.
13.1. انتخاب مته مناسب برای کار
اولین خط دفاعی در برابر کندی، انتخاب متریال مناسب است.
- فولاد سخت: برای سوراخکاری فولاد سختشده، همیشه از متههای HSS-Co یا متههای کاربیدی استفاده کنید. استفاده از HSS معمولی عمر مته را به شدت کاهش میدهد.
- چوب و پلاستیک: از متههای مخصوص این متریالها استفاده کنید که دارای نوک راهنما (Brad Point) یا زاویههای بسیار تیزتر هستند.
13.2. کنترل پارامترهای سوراخکاری
بیشترین استهلاک مته در حین استفاده رخ میدهد.
- سرعت مناسب (RPM): سرعت چرخش باید بر اساس قطر مته و متریال تنظیم شود. برای متریالهای سختتر، همیشه RPM را کاهش دهید. متههای با قطر بزرگتر باید با سرعت کمتری نسبت به متههای نازکتر بچرخند.
- فشار مناسب (Feed Rate): فشار باید به قدری باشد که مته به طور مداوم براده تولید کند. فشردن بیش از حد باعث تولید حرارت و شکستگی میشود.
- استفاده از مرکززن (Center Punch): همیشه قبل از شروع سوراخکاری فلزات، با استفاده از مرکززن یک فرورفتگی کوچک ایجاد کنید تا مته در ابتدای کار لغزش نکند و زاویه سوراخ حفظ شود.
13.3. روانکاری و خنککاری مداوم
همواره، به خصوص در هنگام کار با فلزات، از سیالات برش استفاده کنید. روانکاری به طور همزمان سه وظیفه حیاتی را انجام میدهد:
- کاهش اصطکاک بین لبه برشی و قطعه کار.
- جذب و انتقال حرارت تولید شده.
- کمک به تخلیه بهتر و سریعتر برادهها از شیار مته.
13.4. ذخیرهسازی صحیح ابزار
متهها نباید در جعبههای ابزار رها شوند که با سایر ابزارهای فلزی برخورد کنند.
- جعبه یا استند مته: متهها باید در جایگاهی نگهداری شوند که لبههای برشی آنها آسیب نبیند. تماس متهها با یکدیگر باعث ایجاد خراشهای میکروسکوپی میشود که نقطه شروع سایش سریعتر در آینده خواهند بود.
14. مقایسه روشهای تیز کردن مته
برای کمک به تصمیمگیری در مورد بهترین روش تیز کردن مته برای نیازهای شما، جدول زیر مزایا و معایب روشهای اصلی را خلاصه میکند:
مقایسه روشهای مختلف تیزکاری مته
| روش تیزکاری | دقت و کیفیت لبه | سرعت فرآیند | نیاز به مهارت کاربر | هزینه اولیه ابزار | بهترین کاربرد |
|---|---|---|---|---|---|
| سنگ سمباده رومیزی (دستی) | بسیار بالا (در صورت مهارت) | متوسط تا کند | بسیار بالا | متوسط | متههای بزرگ و تخصصی، کارگاههای حرفهای |
| مته تیزکن جیگ (Fixture) | بالا (تضمین زاویه صحیح) | متوسط | کم | متوسط تا بالا | تیزکاری دقیق و تکرارپذیر متههای همسایز |
| مته تیزکن برقی (قابل حمل) | متوسط تا خوب | سریع | کم | کم تا متوسط | کارهای عمومی، استفاده خانگی و متههای HSS استاندارد |
| سوهان دستی | پایین تا متوسط | بسیار کند | بسیار بالا | کم (فقط هزینه سوهان) | تعمیرات موضعی متههای بسیار بزرگ یا خاص |
15. چه زمانی تیز کردن بهصرفه نیست و باید مته تعویض شود؟
علیرغم تمام آموزشها در مورد تیز کردن مته، گاهی اوقات نقطه بهینه برای توقف و تعویض ابزار فرا میرسد. ادامه استفاده از یک مته فرسوده یا تلاش برای تیز کردن بیش از حد آن، اتلاف وقت و انرژی است.
15.1. کاهش قطر و طول مؤثر
هر بار که مته تیز میشود، کمی از طول آن کاسته میشود. این امر به ویژه در متههای بسیار نازک (مثلاً زیر 3 میلیمتر) مشکلساز است.
- قاعده کلی: اگر قطر مته به اندازهای کاهش یافته که دیگر نتواند به راحتی در سه نظام دریل محکم شود، یا اگر طول مؤثر لبه برشی به دلیل تیزکاریهای متعدد کم شده است، زمان تعویض است.
15.2. آسیب به جان مته (Web Thinning)
اگر در حین تلاش برای تیزکاری لبهها، جان مته به شدت نازک شده باشد (به طوری که به راحتی با فشار انگشت خم شود)، مته دیگر توانایی تحمل نیروی پیچشی هنگام کار را نخواهد داشت. این مته بسیار مستعد شکستن است و باید دور ریخته شود.
11.3. آسیب حرارتی جبرانناپذیر
اگر نوک مته کاملاً آبی یا خاکستری شده باشد، این نشاندهنده آنیل شدن مواد است. تیزکاری تنها سطح آسیبدیده را برمیدارد و اگر آسیب حرارتی عمیق باشد، مته جدید به سرعت کند خواهد شد، زیرا ساختار میکروسکوپی آن ضعیف شده است.
11.4. متههای کاربیدی و الماسه
همانطور که قبلاً ذکر شد، متههای بتن و الماسه به دلیل هزینه یا تکنولوژی خاص، معمولاً در صورت آسیب جدی (شکستگی نوک یا از بین رفتن پوشش الماسه)، به جای تیز شدن در محل، برای بازسازی مجدد به کارگاههای تخصصی ارسال میشوند یا به سادگی تعویض میگردند.
16. جمعبندی و توصیه نهایی: تبدیل تیزکاری به عادت
آموزش کامل تیز کردن مته نشان میدهد که این فرآیند یک علم و هنر است که نیازمند درک هندسه، کنترل حرارت و تمرین مداوم است.
مته تیز یک ابزار ایمن، کارآمد و اقتصادی است. به جای انتظار کشیدن برای کند شدن کامل مته، باید یک روال منظم برای نگهداری آن تعریف کنید.
توصیه نهایی:
- سرمایهگذاری روی ابزار مناسب: اگر به طور مکرر سوراخکاری انجام میدهید، خرید یک مته تیزکن جیگدار، اشتباهات ناشی از تیزکاری دستی را به حداقل میرساند و کیفیت کار شما را تضمین میکند.
- اولویت با خنککاری: هرگز در تیزکاری و سوراخکاری، خنککاری را فدای سرعت نکنید. حرارت، بزرگترین عامل از بین برنده عمر مته است.
- تمرین زاویه: اگر از روش سنگ سمباده استفاده میکنید، با متههای قدیمی و کمارزش شروع کنید تا زمانی که بتوانید زاویه 118 درجه را با چشم و لمس تشخیص داده و به طور متقارن اعمال کنید.
با رعایت این اصول، ابزارهای شما طول عمری فراتر از انتظار خواهند داشت و شما همیشه از بهترین بازدهی در کار خود برخوردار خواهید بود.
سؤالات متداول (FAQ) در مورد تیز کردن مته
در این بخش، به 20 سؤال پرتکرار پیرامون آموزش تیز کردن مته و تکنیکهای آن پاسخ دادهایم.
1. بهترین زاویه نوک مته برای فولاد نرم چیست؟
برای فولادهای نرم و آلومینیوم، زاویه نوک استاندارد 118 درجه ایدهآل است. این زاویه تعادلی بین نفوذپذیری و استحکام لبه برشی فراهم میکند.
2. چه تفاوتی بین زاویه 118 درجه و 135 درجه وجود دارد؟
زاویه 118 درجه برای نفوذ سریعتر در مواد نرمتر مناسب است، در حالی که زاویه 135 درجه (بازتر) منجر به لبه برشی قویتری میشود و برای مواد سخت مانند استیل ضد زنگ (Inox) مناسبتر است، زیرا مقاومت حرارتی بیشتری دارد.
3. آیا میتوان متههای بتن را با سنگ سمباده تیز کرد؟
خیر. متههای بتن دارای نوک کاربیدی هستند که سختی بسیار بالایی دارد. تیز کردن آنها نیازمند سنگهای ساینده الماسه یا ابزارهای تخصصی است و در شرایط خانگی توصیه نمیشود.
4. چگونه بفهمم متهام به تیزی مجدد نیاز دارد؟
اصلیترین نشانه نیاز به تیزکاری، افزایش فشار مورد نیاز برای سوراخکاری، تولید پودر به جای براده و گرم شدن بیش از حد مته است.
5. چرا مته پس از تیزکاری با سنگ، باز هم کند است؟
این اغلب به دلیل عدم تقارن در تیزکاری دو لبه، یا عدم ایجاد زاویه پشتیبان (Clearance Angle) کافی است که باعث میشود لبه برشی به جای برش، با دیواره سوراخ اصطکاک ایجاد کند.
6. بهترین روش خنککاری مته هنگام تیزکاری چیست؟
بهترین روش، غوطهوری متناوب (هر چند ثانیه یکبار) مته در آب خنک در حین سایش است تا دمای فلز به سرعت پایین بیاید و از آنیل شدن جلوگیری شود.
7. اگر نوک مته تغییر رنگ دهد (آبی یا خاکستری شود)، آیا تیزکاری فایده دارد؟
تغییر رنگ نشاندهنده آنیل شدن و از دست دادن سختی فولاد است. تیزکاری میتواند ظاهر نوک را بهبود بخشد، اما اگر آسیب حرارتی عمیق باشد، مته جدید به سرعت دوباره کند خواهد شد.
8. چه نوع مته تیزکنی برای مصارف خانگی مناسبتر است؟
برای مصارف غیرحرفهای، دستگاههای مته تیزکن برقی قابل حمل (معمولاً با سنگ ساینده کاربیدی) سادهترین راه برای بازگرداندن تیزی عمومی متههای HSS هستند.
9. منظور از “زاویه پشتیبان” در تیز کردن مته چیست؟
زاویه پشتیبان، زاویه بسیار کمی (حدود 5 تا 8 درجه) است که در پشت لبه برشی ایجاد میشود و کمک میکند تا فقط لبه تیز با ماده تماس داشته باشد و اصطکاک جانبی به حداقل برسد.
10. آیا تیز کردن متههای کبالت (HSS-Co) سختتر است؟
بله، به دلیل وجود کبالت، این متهها سختتر هستند. تیزکاری آنها نیازمند ابزار ساینده قویتر (اغلب الماسه یا سنگهای بسیار سخت) و کنترل حرارتی دقیقتری است.
11. چگونه میتوانم تقارن لبههای برشی را در تیزکاری دستی تضمین کنم؟
بهترین راه استفاده از یک نقطه مرجع ثابت یا استفاده از جیگهای مخصوص است. در روش دستی، باید به طور مداوم لبهها را از نظر بصری با هم مقایسه کرده و سایش یکسان را اعمال کنید.
12. آیا میتوان مته شکسته را تیز کرد؟
بسته به عمق شکستگی. لبپر شدن کوچک قابل ترمیم است، اما شکستگی مرکزی (جان مته) معمولاً مته را غیرقابل استفاده میکند، زیرا استحکام آن از بین رفته است.
13. آیا استفاده از روغن برش در هنگام تیزکاری روی سنگ سمباده توصیه میشود؟
در روش سنگ رومیزی سنتی، معمولاً از آب برای خنککاری استفاده میشود. استفاده از روغن برش بیشتر برای دستگاههای فرزکاری دقیق یا سنگهای ساینده خاص توصیه میشود.
14. اگر مته هنگام سوراخکاری بلرزد، آیا نشانه کندی است؟
لرزش میتواند ناشی از کندی، فشار نامناسب، یا عدم استفاده از مرکززن باشد. اما مته کند باعث میشود کاربر برای جبران، فشار بیشتری وارد کند و لرزش تشدید شود.
15. طول عمر یک مته تیز شده چقدر است؟
طول عمر مته تیز شده بستگی به متریال کاری، سختی مته و کیفیت تیزکاری دارد. یک مته HSS تیز شده ممکن است پس از چند ده سوراخکاری در فولاد، نیاز به تیزکاری مجدد داشته باشد، در حالی که در چوب این زمان بسیار طولانیتر است.
16. چه خطری در سایش بیش از حد جان مته وجود دارد؟
سایش بیش از حد باعث نازک شدن هسته مرکزی مته میشود که منجر به کاهش شدید مقاومت در برابر گشتاور شده و مته به راحتی در حین کار میشکند.
17. بهترین راه برای نگهداری متههای تیز شده چیست؟
آنها را در استندهای مخصوص نگهداری کنید که لبههای برشی آنها با سایر ابزارها تماس نداشته باشد تا از آسیب دیدن و کند شدن میکروسکوپی آنها جلوگیری شود.
18. هنگام تیزکاری مته چوب، کدام قسمت باید اولویت تیزکاری داشته باشد؟
در متههای چوب (مانند Brad Point)، نوک مرکزی (Center Point) و زائدههای جانبی (Spurs) باید تیز باشند تا سوراخ دقیقاً در محل مورد نظر شروع شود و دیوارهها تمیز درآیند.
19. آیا دستگاههای تیزکن برقی میتوانند متههای با زاویه 135 درجه را تیز کنند؟
بسیاری از مدلهای خانگی فقط برای زاویه 118 درجه طراحی شدهاند. اگر نیاز به زاویه 135 درجه دارید، باید به دنبال دستگاههای پیشرفتهتر یا روش سنگ رومیزی با تنظیم دستی باشید.
20. تفاوت بین تیز کردن و بازسازی (Resharpening) چیست؟
تیز کردن معمولاً به فرآیند بازگرداندن تیزی لبههای ساییده شده گفته میشود. بازسازی (در مواردی مثل متههای شکسته) شامل برداشتن حجم بیشتری از ماده برای حذف آسیب است که ممکن است شکل کلی مته را کمی تغییر دهد.
https://farcoland.com/40sym1
کپی آدرس



